Вимоги цих Правил є обов’язковими для всіх суб’єктів
господарювання та працівників при організації і виконанні робіт,
пов’язаних з експлуатацією, налагодженням та ремонтом обладнання з
абразивним інструментом.
З набранням чинності цим наказом уважати такими, що
не застосовуються на території України, «Правила и нормы безопасной
работы с абразивным инструментом», затверджені ЦК Профспілки робітників
машинобудування 18 вересня 1964 року
ЗАТВЕРДЖЕНО
Наказ МНС України
22.10.2012 № 1277
Зареєстровано в Міністерстві
юстиції України
8 листопада 2012 р.
за № 1879/22191
НПАОП 28.0-1.30-12
ПРАВИЛА
охорони праці під час роботи з абразивним інструментом
I. Загальні положення1.1. Ці Правила поширюються на підприємства, установи та організації (далі - підприємство) незалежно від форм власності та виду діяльності, які використовують в роботі абразивний інструмент.
1.2. Вимоги цих Правил є обов’язковими для всіх суб’єктів господарювання та працівників при організації і виконанні робіт, пов’язаних з експлуатацією, налагодженням та ремонтом обладнання з абразивним інструментом.
1.3. Працівники під час прийняття на роботу, що пов’язана з використанням абразивного інструменту, проходять попередній медичний огляд, а протягом трудової діяльності - періодичні медичні огляди відповідно до вимог
Порядку проведення медичних оглядів працівників певних категорій, затвердженого наказом Міністерства охорони здоров’я України від 21 травня 2007 року № 246, зареєстрованого у Міністерстві юстиції України 23 липня 2007 року за № 846/14113.
1.4. Роботодавець повинен згідно зі статтею 5 Закону України «Про охорону праці» під час укладання трудового договору поінформувати працівника під розписку про умови праці та про наявність на його робочому місці небезпечних і шкідливих виробничих факторів, які ще не усунуто, і можливі наслідки їх впливу на здоров’я та про права працівника на пільги і компенсації за роботу в таких умовах відповідно до законодавства і колективного договору.
1.5. Навчання і перевірка знань з питань охорони праці працівників підприємств проводяться відповідно до Типового положення про порядок проведення навчання і перевірки знань з питань охорони праці, затвердженого наказом Державного комітету України з нагляду за охороною праці від 26 січня 2005 року № 15, зареєстрованого у Міністерстві юстиції України 15 лютого 2005 року за № 231/10511 (далі - НПАОП 0.00-4.12-05).
Працівники та посадові особи, які у встановленому порядку не пройшли навчання, інструктаж і перевірку знань з питань охорони праці, до роботи не допускаються.
1.6. Працівники під час прийняття на роботу повинні проходити інструктажі з питань пожежної безпеки відповідно до вимог Типового положення про інструктажі, спеціальне навчання та перевірку знань з питань пожежної безпеки на підприємствах, в установах та організаціях України, затвердженого наказом Міністерства України з питань надзвичайних ситуацій та у справах захисту населення від наслідків Чорнобильської катастрофи від 29 вересня 2003 року № 368, зареєстрованого в Міністерстві юстиції України 11 грудня 2003 року за № 1148/8469 (далі - НАПБ Б.02.005-2003).
1.7. Роботодавець зобов’язаний забезпечити всіх працівників спеціальним одягом, спеціальним взуттям та іншими засобами індивідуального захисту відповідно до вимог
Норм безплатної видачі спеціального одягу, спеціального взуття та інших засобів індивідуального захисту працівникам металургійної промисловості, затверджених наказом Державного комітету України з промислової безпеки, охорони праці та гірничого нагляду від 27 серпня 2008 року № 187, зареєстрованих у Міністерстві юстиції України 1 жовтня 2008 року за № 918/15609 (далі - НПАОП 27.0-3.01-08), а також мийними і знешкоджувальними засобами за встановленими нормами згідно з вимогами чинного законодавства.
Не допускаються до роботи працівники без відповідних засобів індивідуального захисту.
1.8. Порядок забезпечення засобами індивідуального захисту працівників здійснюється відповідно до Положення про порядок забезпечення працівників спеціальним одягом, спеціальним взуттям та іншими засобами індивідуального захисту, затвердженого наказом Державного комітету України з промислової безпеки, охорони праці та гірничого нагляду від 24 березня 2008 року № 53, зареєстрованого в Міністерстві юстиції України 21 травня 2008 року за № 446/15137 (далі - НПАОП 0.00-4.01-08).
1.9. Відповідно до статті 7 Закону України «Про охорону праці» працівники, зайняті на роботах з важкими та шкідливими умовами праці, безоплатно забезпечуються лікувально-профілактичним харчуванням, молоком або рівноцінними харчовими продуктами, газованою солоною водою.
1.10. Розслідування та облік нещасних випадків, професійних захворювань і аварій на виробництві повинні здійснюватись згідно з
Порядком проведення розслідування та ведення обліку нещасних випадків, професійних захворювань і аварій на виробництві, затвердженим постановою Кабінету Міністрів України від 30 листопада 2011 року № 1232.II. Вимоги щодо створення безпечних умов праці2.1. Згідно зі статтею 6 Закону України «Про охорону праці» умови праці на робочому місці, безпека технологічних процесів, машин, механізмів, устаткування та інших засобів виробництва, стан засобів колективного та індивідуального захисту, що використовуються працівником, а також санітарно-побутові умови повинні відповідати вимогам законодавства.
2.2. Для створення відповідних умов праці в цехах, в яких проводиться обробка заготовок абразивним інструментом, необхідно передбачати:
ефективну аерацію будинків;
установку вентиляційних й аспіраційних пристроїв, повітряне й повітряно-водяне душування робочих зон і робочих місць;
кондиціонування повітря;
захист від джерел тепловипромінювання, електричних, електромагнітних і магнітних полів, ультразвуку, шуму;
широке використання засобів колективного та індивідуального захисту;
нормальне освітлення;
систематичне та ретельне прибирання приміщень.
2.3. З урахуванням специфіки роботи, чисельності працівників, умов праці роботодавець розробляє і затверджує положення про службу охорони праці відповідно до Типового положення про службу охорони праці, затвердженого наказом Державного комітету України з нагляду за охороною праці від 15 листопада 2004 року № 255, зареєстрованого в Міністерстві юстиції України 1 грудня 2004 року за № 1526/10125 (далі - НПАОП 0.00-4.21-04).
2.4. Інструкції з охорони праці повинні відповідати вимогам Положення про розробку інструкцій з охорони праці, затвердженого наказом Комітету по нагляду за охороною праці Міністерства праці та соціальної політики України від 29 січня 1998 року № 9, зареєстрованого в Міністерстві юстиції України 7 квітня 1998 року за № 226/2666 (далі - НПАОП 0.00-4.15-98), Порядку опрацювання і затвердження власником нормативних актів про охорону праці, що діють на підприємстві, затвердженого наказом Державного комітету України по нагляду за охороною праці від 21 грудня 1993 року № 132, зареєстрованого в Міністерстві юстиції України 7 лютого 1994 року за № 20/229 (далі - НПАОП 0.00-6.03-93).
2.5. Забороняється застосування праці жінок на роботах, зазначених у Переліку важких робіт та робіт із шкідливими і небезпечними умовами праці, на яких забороняється застосування праці жінок, затвердженому наказом Міністерства охорони здоров'я України від 29 грудня 1993 року № 256, зареєстрованому в Міністерстві юстиції України 30 березня 1994 року за № 51/260.
2.6. Особи, молодші 18 років, не допускаються до роботи на посадах, зазначених у Переліку важких робіт і робіт із шкідливими і небезпечними умовами праці, на яких забороняється застосування праці неповнолітніх, затвердженому наказом Міністерства охорони здоров’я України від 31 березня 1994 року № 46, зареєстрованому в Міністерстві юстиції України 28 липня 1994 року за № 176/385.
2.7. При обробці токсичних металів для захисту шкірного покриву рук від впливу мастильно-охолоджувальних рідин (далі - МОР) і пилу повинні застосовуватися дерматологічні засоби (профілактичні пасти, мазі тощо) відповідно до вимог ГОСТ 12.4.068-79 «ССБТ. Средства индивидуальной защиты дерматологические. Классификация и общие требования» та засоби індивідуального захисту працівників відповідно до НПАОП 27.0-3.01-08.
2.8. При абразивній обробці працівники повинні забезпечуватися респіраторами, захисними окулярами за ГОСТ 12.4.013-85 «ССБТ. Очки защитные. Общие технические условия» або захисними щитками відповідно до вимог ГОСТ 12.4.023-84 «ССБТ. Щитки защитные лицевые. Общие технические требования и методы контроля» та іншими засобами індивідуального захисту відповідно до НПАОП 27.0-3.01-08.
2.9. Захисні пристосування, які застосовуються в процесі обробки, повинні відповідати вимогам ГОСТ 12.2.009-80 «ССБТ. Станки металлообрабатывающие. Общие требования безопасности» (далі - ГОСТ 12.2.009-80).
2.10. Загальні вимоги електробезпеки устаткування повинні відповідати вимогам ГОСТ 12.1.018-93 «ССБТ. Пожаровзрывобезопасность статического электричества. Общие требования». Обладнання та комунікації повинні бути заземлені від статичної електрики згідно з ДСТУ 7237:2011 «ССБП. Електробезпека. Загальні вимоги та номенклатура видів захисту».
ІІІ. Загальновиробничі вимоги з охорони праці1. Вимоги до виробничих будівель і споруд1.1. Забезпечення надійності й безпечної експлуатації виробничих будівель, споруд та інженерних мереж здійснюється відповідно до вимог Правил обстежень, оцінки технічного стану та паспортизації виробничих будівель і споруд, затверджених спільним наказом Державного комітету будівництва, архітектури та житлової політики України і Державного комітету України по нагляду за охороною праці від 27 листопада 1997 року № 32/288, зареєстрованих у Міністерстві юстиції України 6 липня 1998 року за № 423/2863 (далі - НПАОП 45.2-1.01-98), та Положення про безпечну та надійну експлуатацію виробничих будівель і споруд, затвердженого спільним наказом Державного комітету будівництва, архітектури та житлової політики України і Державного комітету України по нагляду за охороною праці від 27 листопада 1997 року № 32/288, зареєстрованого в Міністерстві юстиції України 06 липня 1998 року за № 424/2864 (далі - НПАОП 45.2-4.01-98).
1.2. Виробничі будівлі і споруди повинні бути обладнані ефективними засобами пожежогасіння згідно з Правилами пожежної безпеки в Україні, затвердженими наказом Міністерства України з питань надзвичайних ситуацій від 19 жовтня 2004 року № 126, зареєстрованими у Міністерстві юстиції України 04 листопада 2004 року за № 1410/10009 (далі - НАПБ А.01.001-2004).
1.3. Освітлення виробничих і допоміжних будівель і споруд повинно відповідати вимогам ДБН В.2.5-28-2006 «Інженерне обладнання будинків і споруд. Природне і штучне освітлення».
1.4. У виробничих і допоміжних будівлях повинні забезпечуватись параметри мікроклімату відповідно до вимог Санітарних норм мікроклімату виробничих приміщень, затверджених постановою Головного державного санітарного лікаря України від 1 грудня 1999 року № 42 (далі - ДСН 3.3.6.042-99).
1.5. При обслуговуванні світильників у виробничих приміщеннях, розташованих на висоті, необхідно застосовувати пристосування (сходи, драбини, містки з поруччям, підмостки, колиски та ін.) згiдно з вимогами ДСТУ Б В.2.8-44:2011 «Майданчики та драбини для будівельно-монтажних робіт. Загальні технічні умови» (далі - ГОСТ 26887-86, MOD).
1.6. Для зняття статичної електрики пилоприймачi i повiтропроводи вентиляційних установок повинні мати заземлення.
1.7. Виробничі приміщення, повiтропроводи від загальнообмінної та місцевої вентиляції, а також місцеві витяжки повинні очищатися за графіком, затвердженим адміністрацією підприємства.
2. Небезпечні та шкідливі виробничі чинники2.1. Значення концентрацій шкідливих речовин у повітрі робочої зони не повинні перевищувати значень, що наведені у ГОСТ 12.1.005-88 «ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны», та повинні враховуватися при проектуванні технологічних процесів і вентиляції в приміщеннях при оцінці гігієнічної ефективності санітарно-технічних пристроїв.
2.2. Мікроклімат у виробничих приміщеннях повинен відповідати вимогам ДСН 3.3.6.042-99.
3. Вимоги до розміщення виробничого устаткування і організації робочих місць3.1. Технологічне устаткування, що застосовується при обробці абразивним інструментом, повинне відповідати вимогам ГОСТ 12.2.003-91 «ССБТ. Оборудование производственное. Общие требования безопасности», ГОСТ 12.2.009-80.
3.2. Розміщення технологічного устаткування в цехах та на дільницях повинне проводитися відповідно до вимог ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности» (далі - ГОСТ 12.3.025-80).
3.3. Верстати повинні встановлюватися відповідно до вимог паспортів. Кріплення верстатів повинне бути міцним і надійним.
3.4. Розміщення устаткування для випробування абразивних інструментів повинне проводитися відповідно до вимог ГОСТ 12.3.028-82 «ССБТ. Процессы обработки абразивным и эльборовым инстументом. Требования безопасности» (далі - ГОСТ 12.3.028-82).
3.5. Випробування абразивних кругів повинно виконуватися згідно з вимогами ГОСТ 12.3.028-82.
3.6. На робочому місці, де виконується робота кругами різного діаметра, на видному місці необхідно вивішувати табличку із зазначенням діаметра круга, його робочої швидкості та числа обертів у хвилину шпинделя верстата.
3.7. При укладаннi заготовок, готових деталей та інших матеріалів на робочому місці повинна забезпечуватися їх стійкість і зручність стропування при застосуванні вантажопідйомних пристроїв.
3.8. Не допускається захаращення проходiв i проїздiв різними предметами, а також укладання в них заготовок та деталей. Заготовки й деталі повинні зберігатися в місцях, обладнаних стелажами, ящиками тощо.
3.9. Стелажі повинні бути такої висоти, щоб працівнику було зручно та безпечно брати та укладати заготівлі, деталі та інші предмети, що зберігаються. Шафи, якi застосовуються для укладання інструменту i пристосувань, повинні відповідати формі предметів, для зберігання яких вони призначені. Для важких предметів необхідно відводити місце на нижніх полицях.
3.10. При завантаженні стелажа необхідно враховувати допустиме на нього навантаження, яке повинне бути зазначене в прикріпленій до нього табличці.
3.11. Заготовки, якi зберiгаються, а також деталі, інструменти тощо не повинні виступати за габарити стелажів.
3.12. Покриття верхньої частини столу (металеві, фіброві та iншi аркуші) не повинні виступати за габарити столу та мати гострих кутів. Гвинти, що кріплять покриття столів, повинні бути з потайними голівками.
3.13. Для розміщення дрібних заготовок та готових деталей на робочому місці повинна бути передбачена спеціальна тара, що допускає безпечне транспортування i зручне зачалювання при підйомі краном.
4. Вимоги до зберігання і транспортування інструменту4.1. Переміщення вантажів (заготовок, інструменту та інших матеріалів) у цехах і дільницях повинні проводитися відповідно до вимог ГОСТ 12.3.020-80 «ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности». Вантажно-розвантажувальні роботи повинні проводитися відповідно до вимог ГОСТ 12.3.009-76 «ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности».
4.2. Піднімання та переміщення вантажів вручну жінками дозволяється в межах Граничних норм підіймання і переміщення важких речей жінками, затверджених наказом Міністерства охорони здоров’я України від 10 грудня 1993 року № 241, зареєстрованих у Міністерстві юстиції України 22 грудня 1993 року за № 194.
Піднімання та переміщення важких речей неповнолітніми дозволяється в межах Граничних норм підіймання і переміщення важких речей неповнолітніми, затверджених наказом Міністерства охорони здоров’я України від 22 березня 1996 року № 59, зареєстрованих у Міністерстві юстиції України 16 квітня 1996 року за № 183/1208.
4.3. Транспортувати і зберігати абразивний інструмент, шліфувальні матеріали і абразивні пасти необхідно з урахуванням їх вигляду, типу і марки в коробках, пакетах, мішках, бочках, ящиках, контейнерах, піддонах ящиків - окремо від металевих деталей і виробів.
При транспортуванні і виконанні вантажно-розвантажувальних робіт абразивний інструмент не повинен піддаватися різким поштовхам, ударам і дії вологи.
Для запобігання пошкодженням шліфувальних кругів перекочування їх вручну в складських приміщеннях допускається тільки по підлозі, покритій матеріалами, що оберігають такі круги від пошкоджень.
При транспортуванні абразивного інструменту і паст, а також шліфувальних матеріалів їх необхідно захищати від дії атмосферних опадів шляхом використання для цього контейнерів і критих транспортних засобів.
4.4. При перевезенні шліфувальних кругів в межах підприємства їх необхідно захищати від пошкоджень, що досягається підкладенням під них буферної подушки з пружного матеріалу (гуми, пінопласту, повсті тощо) і застосуванням для їх перевезення візків на ресорах і колесах з гумовими ободами, дно і борти яких обшиті пружним матеріалом.
Круги необхідно перевозити стопками заввишки до 500 мм, і між кругами діаметром 500 мм і більше прокладати амортизуючі прокладки завтовшки не менше 0,5 мм і діаметром не менше 1/2 діаметра кругів, що перевозяться.
5. Вимоги до експлуатації виробничого обладнання5.1. Огляд та перевірка абразивного інструменту перед його встановленням, випробування і експлуатація абразивного інструменту, встановлення пристосувань на верстатах і захисних кожухах повинні проводитися відповідно до вимог ГОСТ 12.3.028-82.
5.2. На кожному абразивному крузі, який після отримання його із заводу-виготівника пройшов випробування, повинна бути зроблена відмітка фарбою або на його неробочу поверхню повинен наклеюватися спеціальний ярлик з зазначенням порядкового номера круга, дати проведення випробування, умовного знака або підпису працівника, відповідального за проведення випробувань.
5.3. Не дозволяється експлуатація кругів з тріщинами на поверхні, а також кругів, що не мають відмітки про проведення випробувань на механічну міцність або з простроченим терміном зберігання.
5.4. Абразивний інструмент повинен відповідати вимогам нормативно-технічної документації, а саме : стандартам, технічним умовам тощо на нього і технологічної документації на проведення конкретної роботи.
5.5. На шліфувальних і відрізних кругах діаметром 250 мм і більше, а також на шліфувальних кругах, призначених для роботи на ручних шліфувальних машинах, повинні бути нанесені кольорові смуги, що характеризують швидкість обертання кругів:
жовта - 60 м/с;
червона - 80 м/с;
зелена - 100 м/с;
зелена і синя - 120 м/с.
Допускається нанесення кольорових смуг на етикетку - за умови, що її міцно скріплено з кругом.
5.6. Перед встановленням на верстат заготовки, які належать до обробки, а також пристосування повинні бути очищені від пилу, мастила та інших забруднень.
5.7. Верстатні пристосування повинні відповідати вимогам ГОСТ 12.2.029-88 «ССБТ. Приспособления станочные. Общие требования безопасности».
5.8. Настроювання верстатів для роботи необхідно проводити за режимами, що зазначені в технологічній документації.
5.9. Кріплення інструмента, заготовок та інших знімних елементів на верстаті незалежно від їх розміру і маси повинне бути надійним, що виключає мимовільне ослаблення кріплення при роботі.
5.10. При установці інструмента на шпиндель верстата необхідно, щоб закріпляюча гайка або гвинт мали спрямоване різьблення, зворотне напрямку обертання інструмента.
5.11. Биття шпинделя не повинне перевищувати величин, передбачених у паспорті на даний верстат або зазначених у технологічній документації.
5.12. Швидкість руху інструмента в процесі роботи не повинна перевищувати величини, установленої в технічних умовах на даний інструмент.
5.13. Установка і зняття інструмента, заготовок, пристосувань на верстат, виміри заготовок міряльним інструментом повинні проводитися тільки після вимикання верстата і повної зупинки частин, що рухаються. Допускається зміна заготовок при інструменті, що рухається, якщо забезпечено відвід його на безпечну відстань.
5.14. Виправлення абразивних кругів необхідно проводити тільки виправлювальними інструментами відповідно до вимог ГОСТ 12.3.023-80 «ССБТ. Процессы обработки алмазным инструментом. Требования безопасности», розділ 2.
5.15. Неробочі частини кругів, шліфувальних стрічок, а також обертові виступаючі кінці шпинделя та кріпильних деталей необхідно обгороджувати кожухами або іншими захисними пристроями.
5.16. Захисні кожухи, що застосовуються при обробці, повинні відповідати вимогам ГОСТ 12.3.028-82.
5.17. При зовнішньому круглому шліфуванні довгомірних заготовок на круглошліфувальних верстатах необхідно застосовувати стрічки.
5.18. При роботі на внутрішньошліфувальних верстатах необхідно застосовувати знімні захисні пристрої, що обгороджують небезпечну зону інструменту при виході з оброблюваної заготовки.
5.19. Полірувально-шліфувальна обробка дрібних заготовок і таких заготовок, що важко утримуються, повинна проводитись на верстатах із застосуванням пристосувань і оправлень, зазначених у технологічній документації.
5.20. При обробці заготовок із титанових, магнієвих та берилієвих сплавів необхідно виконувати вимоги охорони праці, викладені в ГОСТ 12.3.025-80.
5.21. Обробка заготовок торцевими поверхнями кругів повинна проводитися тільки спеціально призначеними для цього інструментами. Інструмент для обробки торцевими поверхнями повинен бути обгороджений відповідно до вимог ГОСТ 12.3.028-82.
5.22. Змащувально-охолоджувальні рідини, що використовуються, повинні відповідати вимогам ГОСТ 12.3.025-80.
5.23. У процесі обробки з використанням змащувально-охолоджувальних рідин необхідно застосовувати захисні пристрої, що не допускають розбризкування рідини за межі зони обробки.
5.24. При обробці заготовок необхідно застосовувати місцеві витяжки, які забезпечують видалення пари, що утворюється, а також аерозолів із зони обробки.
5.25. При переході від обробки шліфувальним кругом насухо до обробки з охолоджувальною рідиною верстат повинен бути відключений, а шліфувальний круг охолоджений до температури навколишнього середовища.
5.26. Введення й вивід пристроїв для подачі змащувально-охолоджувальних рідин у зону обробки повинні виконуватись так, щоб унеможливлювався дотик цих пристроїв і рук працівника до інструменту або частин верстата, які рухаються.
5.27. При обробці заготовок, різального інструменту, які неможливо жорстко закріпити на верстаті, необхідно застосовувати пристосування. Встановлення пристосування на верстат повинно виконуватись відповідно до вимог розділу 3 міждержавного стандарту ГОСТ 12.3.028-82.
5.28. Очищення поверхонь верстатів, виробів та іншого встаткування від пилу необхідно проводити відповідно до вимог
Санітарних правил організації технологічних процесів і гігієнічних вимог до виробничого устаткування (далі - СП 1042-73).
5.29. Обдування верстатів, заготовок, інструментів, спецодягу з метою видалення з них металевого і абразивного пилу, стружки тощо стисненим повітрям не допускається.
5.30. Транспортування відходів (абразивні та металеві ошурки, стружка, шлам тощо) від верстатів повинно бути механізованим. У випадку неможливості застосування механізованих пристроїв допускається збирання відходів у тару, яка обладнана кришками та може бути переміщувана за допомогою легкорухомих і зручних ручних візків.
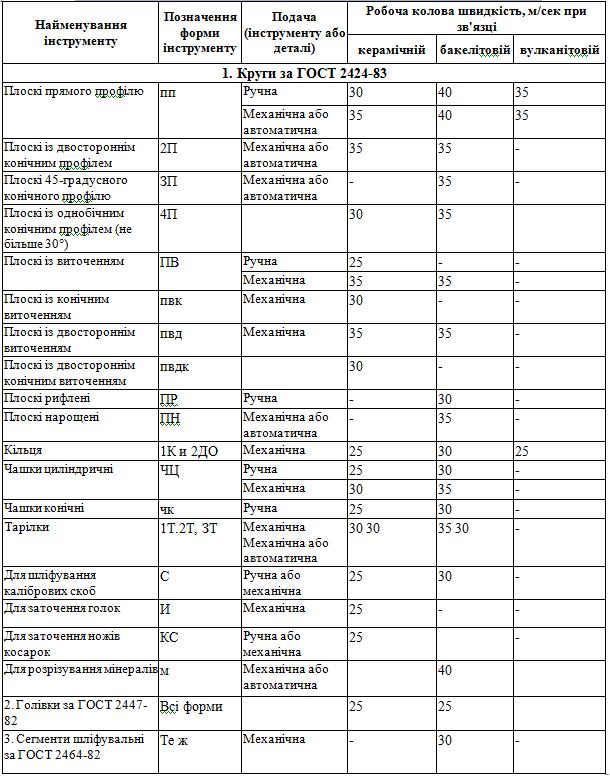
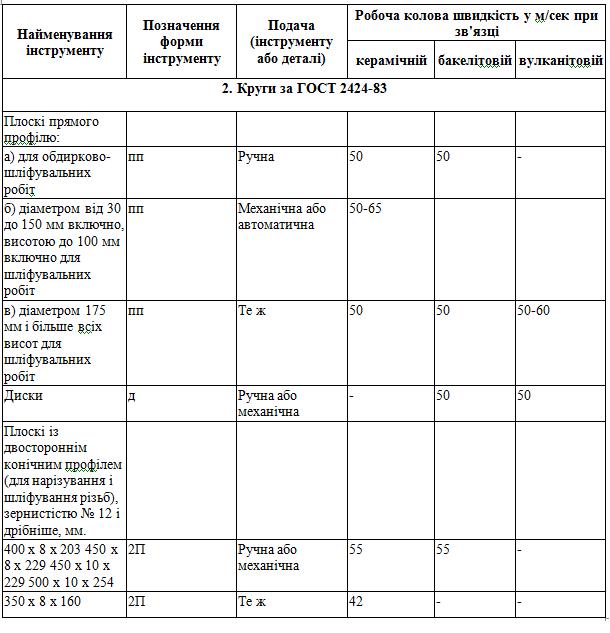
ІV. Вимоги щодо безпеки при здійсненні технологічних процесів1. Вимоги щодо безпеки під час шліфування1.1. Необхідно забезпечити дотримання швидкісних параметрів роботи абразивного інструменту залежно від типу матеріалу зв'язки (керамічна, бакелітова, вулканітова), методу подачі інструмента або оброблюваної деталі і типу інструмента відповідно до даних таблиць 1 і 2, наведених у додатку до цих Правил.
1.2. Необхідно забезпечити оптимальний режим роботи інструменту по зніманню стружки та зношування інструменту.
1.3. Кабіна оператора шліфувальних верстатів повинна мати: подвійні утеплені звуконепроникні стінки, облицювання пластиком, кондиціонер, засклені частини повинні бути спрямовані у бік шліфування.
1.4. На круглошліфувальних верстатах повинне бути забезпечене правильне центрування виробу, який підлягає шліфуванню.
1.5. На плоскошліфувальних верстатах з електромагнітними плитами для попередження відкидання деталі при раптовому розмагнічуванні стола на кінцях стола необхідно встановлювати щитки, а також включати контрольну лампу в ланцюг постійного струму, від якого виконується живлення стола.
1.6. При установці на верстат абразивний інструмент повинен бути ретельно оглянутий і перевірений на відсутність тріщин легкими ударами дерев'яного молотка. Застосовувати круги з деренчливим звуком не дозволяється.
1.7. Після установки на верстаті шліфувальний круг повинен обертатися вхолосту при робочому числі обертів не менше 5 хвилин за наявності захисного кожуха.
1.8. Для освітлення робочого місця в круглошліфувальних і всередині шліфувальних верстатів рекомендується дзеркальний світильник з лампою 25 Вт і напругою 12-36 В. Світильник необхідно закріплювати на верстаті праворуч від абразивного круга.
1.9. Заточні і шліфувальні верстати повинні бути обладнані:
блокувальними пристроями - для зупинки стола і шліфувального круга при припиненні подачі електроенергії на плиту - верстати з електромагнітними плитами;
люнетами - круглошліфувальні верстати. Люнети дозволяють шліфувати довгі деталі, у яких відношення довжини до діаметра більше або рівне 8;
пристроями, які відсмоктують пил, - верстати, при роботі на яких в повітрі робочої зони утворюється пил, концентрація якого перевищує гранично допустиму;
груповими або індивідуальними установками для відсмоктування шкідливих аерозолів із зони обробки - шліфувальні верстати, що працюють з використанням охолоджувальної рідини.
1.10. Зазор між отвором круга і посадочним місцем повинен бути в межах допусків на діаметр посадочного отвору згідно з вимогами ГОСТ 2424-83 «Круги шлифовальные. Технические условия» і ДСТУ ГОСТ 21963-2002 «Круги відрізні. Технічні умови», а посадок - відповідати вимогам ГОСТ 2270-78 «Инструмент абразивный. Основные размеры элементов крепления».
1.11. Шліфувальні і заточні верстати з горизонтальною віссю обертання круга, що призначаються для обробки вручну і без підведення змащувально-охолоджувальної рідини в стаціонарному виконанні, на тумбі або встановлені на столі, повинні бути оснащені стаціонарним захисним екраном для очей.
Захисний екран повинен задовольняти такі вимоги:
екран повинен виготовлятися з цільного матеріалу завтовшки не менше 3 мм;
конструкція екрана повинна передбачати можливість переустановки його відповідно до розміру оброблюваної деталі і ступеня зносу шліфувального круга;
екран повинен розташовуватися симетрично по відношенню до шліфувального круга;
ширина екрана повинна перевищувати висоту круга не менше, ніж на 150 мм.
При неможливості використання стаціонарного захисного екрана повинні застосовуватися захисні окуляри з міцним склом, респіратори та інші засоби індивідуального захисту відповідно до НПАОП 27.0-3.01-08.
1.12. Процес установки і зняття шліфувальних кругів масою більше 15 кг повинен бути механізований.
1.13. Не дозволяється при виконанні робіт із застосуванням шліфувального круга:
працювати бічними (торцевими) поверхнями шліфувального круга - якщо він не призначений для виконання цього виду робіт;
гальмувати шліфувальний круг, що обертається, натисненням на нього яким-небудь предметом;
застосовувати насадки на гайкові ключі і ударний інструмент - при закріпленні шліфувального круга;
застосовувати важіль для збільшення зусилля натиснення оброблюваних деталей на шліфувальний круг - на верстатах з ручною подачею виробів;
виконувати роботу без застосування змащувально-охолоджувальної рідини - для інструменту, що призначається для роботи із застосуванням змащувально-охолоджувальної рідини.
2. Вимоги щодо безпеки при здійсненні гонінгування2.1. При гонінгуванні обов'язкова рясна подача змащувально-охолоджувальної рідини: для отворів діаметром 60-100 мм - 20-30 л/хв; для отворів діаметром 300-400 мм - 50-200 л/хв.
2.2. Для попереднього гонінгування використовується гас, а при остаточному гонінгуванні - гас із добавкою 10-20% веретенної оливи. Температура змащувально-охолоджувальної рідини не повинна перевищувати 40-50 оС за допомогою холодильних установок.
3. Вимоги щодо безпеки при здійсненні полірування3.1. Під час полірування на станках всі приводи верстата повинні мати знімне, міцне, суцільне огородження і гальмові пристрої.
При роботі на верстатах для захисту очей від влучення абразивних матеріалів необхідно використовувати захисні окуляри та зручний спецодяг, що захищає від дії суспензій, хімікатів та інших рідин.
Освітлення на робочому місці повинне унеможливлювати пряме влучення світла в очі працівника.
Верстати та устаткування повинні мати надійне видиме заземлення.
3.2. Під час полірування абразивним струменем і пульпою абразивна суспензія повинна складатися за вагою з 20-50% абразивного зерна і 75-50% содової емульсії з добавками нітрату натрію 0,5-1,0%.
Тиск повітря в системі необхідно встановлювати залежно від насиченості рідини абразивом і його зернистості.
4. Вимоги щодо безпеки при здійсненні зачищення ливарних дефектів4.1. Ручні електричні машини і пристосування для зачищення виливків повинні бути напругою не більше 42В.
4.2. Робота обдирково-шліфувальних верстатів і ручних шліфувальних машин без захисних кожухів для шліфувальних кругів не допускається, за винятком зачищення внутрішніх важкодоступних порожнин машинами зі шліфувальними кругами діаметром не більше 63 мм.
4.3. Кріплення і балансування абразивних кругів на стаціонарних обдирково-шліфувальних верстатах, пристроїв і встановлення виливків на них, а також пристроїв запобіжних козирків і захисно-забезпечуючих кожухів повинні задовольняти вимоги ГОСТ 12.3.028-82.
4.4. Кількість повітря, яке підлягає витяжці з-під кожуха-укриття стаціонарних обдирково-шліфувальних верстатів з переміщуваною шліфувальною головкою, повинна бути встановлена з розрахунку створення в зазорі між кожухом і абразивним кругом швидкості повітря, рівної 30% колової швидкості круга, але не менше 2 куб.м/год на 1 мм діаметра круга. Обдирково-шліфувальні верстати з абразивним кругом діаметром більше 0,4 м, що обертається з коловою швидкістю понад 50 м/с, допускається обладнати кожухами-укриттями із внутрішніми перегородками; при цьому кількість повітря, що підлягає витяжці, встановлюється не менше 30%.
4.5. Стаціонарні обдирково-шліфувальні верстати з переміщуваною головкою, у тому числі спеціалізовані верстати для абразивного зачищення поверхні виливків, повинні бути обладнані захисно-забезпечуючими кожухами-укриттями або повним укриттям з тамбуром з боку подачі і виходу виливків довжиною не менше 0,5 м. Допускається розміщення верстатів поруч із рухливими вирвами або стаціонарними камерами для вловлювання пилового потоку.
4.6. Підвісні обдирково-шліфувальні верстати повинні бути обладнані кожухами-укриттями, з яких проводиться витяжка повітря за допомогою гнучких рукавів, які приєднують до витяжної вентиляційної мережі. Допускається розміщення верстатів перед камерами для вловлювання пилового потоку. Кількість повітря, яке підлягає витяжці з-під кожуха-укриття або камери, а також площа витяжного прорізу камери приймаються такими, як у стаціонарних обдирково-шліфувальних верстатів.
4.7. Дільниці очищення виливків ручним або механізованим інструментом з абразивними кругами повинні бути обладнані місцевою витяжною вентиляцією з обладнанням бічних пилоприймачів, ґрат у підлозі або верстаті.
5. Вимоги щодо безпеки при здійсненні зачищення прокату5.1. При видаленні дефектів прокату за допомогою абразивних кругів cпociб їх кріплення на шпинделі зачисної машини, влаштування захисного кожуха тощо повинні відповідати ГОСТ 12.3.028-82 i мати блокування, що виключає самочинне запускания шліфувального круга.
5.2. Облаштування i експлуатація металообробних верстатів, що застосовуются для зачищення прокату, повинні відповідати вимогам ГОСТ 12.3.025-80, чинних нормативно-правових актів, вказівкам щодо обслуговування i догляду за верстатами, позначеним у керівництві з експлуатації верстата, а також вимогам попереджувальних таблиць i знаків, що є на верстаті.
Для захисту шкіри від впливу охолоджувальних рідин необхідно застосовувати екрани з прозорих матеріалів, блокування насоса для подавання охолоджувальної рідини з пусковим пристроєм верстата.
6. Вимоги щодо безпеки при заточуванні різців6.1. Для заточування різального інструменту застосовуються верстати двох типів:
універсальні - для заточування будь-якого різального інструменту;
спеціалізовані - для заточування одного виду різального інструменту (свердел, різців, черв'ячних фрез).
6.2. Заточування piзaльного інструменту виконується із застосуванням та без застосування змащувально-охолоджувальної рідини. При заточуванні інструменту застосовуються водяні змащувально-охолоджувальні рідини, масляні емульсії та масла.
6.3. При установці і закріпленні інструменту, що оброблюється в центрах:
не можна застосовувати центри із зношеними конусами;
необхідно перевіряти кріплення задньої бабки і пиноли.
6.4. Під час обробки в центрах слід застосовувати безпечні хомутики й повідкові патрони. Надійно кріпити хомутик на інструменті, щоб інструмент не повертався при заточуванні.
6.5. При заточуванні або доведенні інструмента абразивним або алмазним кругом, щоб уникнути їх розриву, треба:
при ручній подачі - подавати круг або інструмент на круг плавно, без ривків i різкого натиску;
заточування осьового інструмента, що заточується в центрових бабках, робити тільки зi справними центровими отворами; не допускати, щоб вершина центрів упиралася в дно центрових oтвopiв; інструмент повинен щільно входити в обидва центри вciєї конусної поверхні центрових отворів;
при автоматичному циклі роботи верстата слід дотримуватися заданих режимів заточування (швидкість різання та подача) відповідно до технології.
Начальник відділу взаємодії
з ВРУ, КМУ та з питань
координації роботи
центральних органів
виконавчої влади, діяльність
яких спрямовується
та координується
через Міністра В.І. Теличко
Додаток
до Правил охорони праці під час роботи
з абразивним інструментом
Таблиця 1. Інструмент з робочими коловими швидкостями до 40 м/сек
Таблиця 2. Інструмент з робочими коловими швидкостями понад 40 до 65 м/сек
Додаткові матеріали: ГОСТ 2424-83 КРУГИ ШЛИФОВАЛЬНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯНастоящий стандарт распространяется на шлифовальные круги общего применения на керамический (КПГ, КМ), бакелитовой (Б), вулканитовой (В) связках, изготавливаемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на отрезные круги, обдирочные круги зернистостей 63 и более, круги типов 1 и 5 для ручных машин и хозяйственного назначения.